Китай заводы волноводных фильтров: экскурсия по производственным линиям
2026-06-16
- Внутренний мир производства: почему экскурсия по заводу важнее каталога
- Этап 1: Подготовка резонаторов и точность механической обработки
- Этап 2: Сборка и пайка: борьба с паразитными эффектами
- Этап 3: Испытания на надежность: симуляция экстремальных условий
- Инженерная культура: от R&D к серийному производству
- Как выбрать надежного поставщика волноводных фильтров в Китае
- Сравнение подходов: массовое производство vs. индивидуальные решения
- Часто задаваемые вопросы
Внутренний мир производства: почему экскурсия по заводу важнее каталога
Когда инженер-закупщик впервые запрашивает коммерческое предложение на полосовой фильтр, он обычно видит лишь сухие цифры в спецификации: центральную частоту, полосу пропускания и уровень затухания. Однако реальная надежность радиочастотного компонента определяется не тем, что написано в техническом описании, а тем, как этот компонент был изготовлен. В нашей практике мы неоднократно сталкивались с ситуацией, когда два фильтра с идентичными электрическими параметрами показывали радикально разную стабильность в полевых условиях. Разница крылась не в конструкции, а в культуре производства.
Понимание производственного цикла китайских заводов волноводных фильтров — это не просто академический интерес. Это инструмент снижения рисков для ваших проектов в области авиации, радиолокации и телекоммуникаций. Сегодня мы проведем виртуальную экскурсию по современным производственным линиям, объясним, где именно формируется качество, и покажем, как технологии ООО «Чэнду Чжэньсинь Технология» обеспечивают соответствие строгим военным стандартам.
Мы не будем использовать маркетинговые клише. Вместо этого мы разберем конкретные этапы: от выбора сырья до финальных климатических испытаний. Вы узнаете, почему автоматизация тестирования критична для серийного производства и как контроль на каждом этапе предотвращает появление брака, который может стоить миллионов рублей убытков при интеграции в готовую систему.
Этап 1: Подготовка резонаторов и точность механической обработки
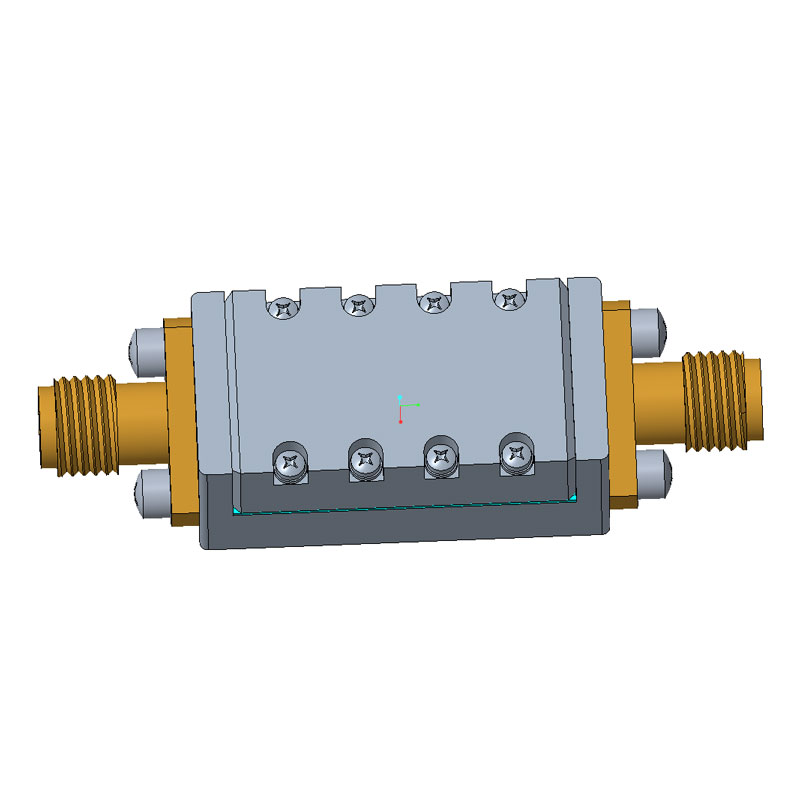
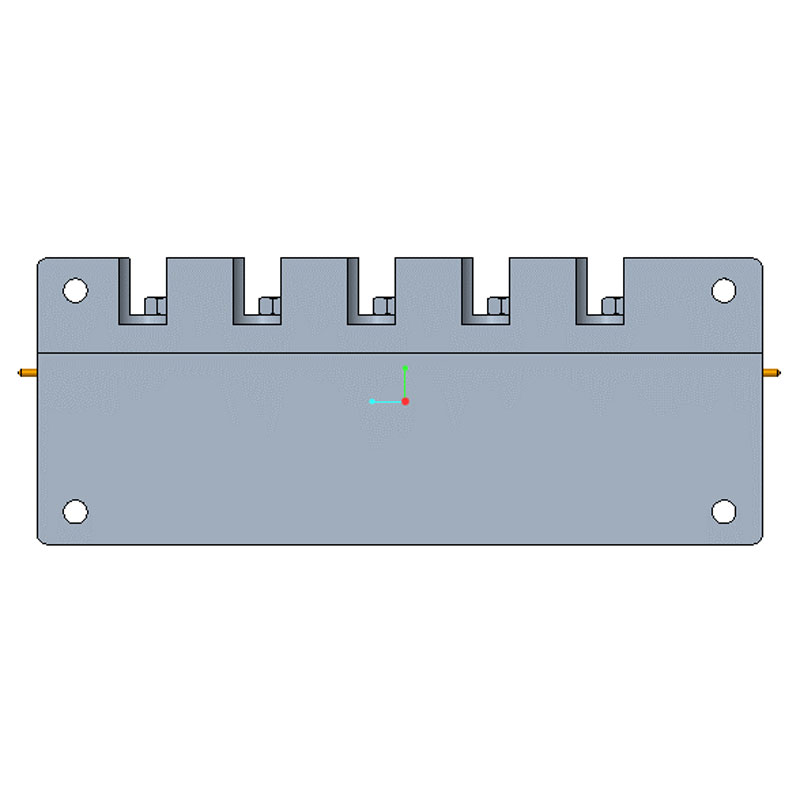
Сердце любого волноводного или коаксиального фильтра — это его резонаторы. Именно их геометрия определяет добротность (Q-фактор) и, следовательно, избирательность устройства. На современных заводах в Китае, таких как производственные мощности в Чэнду, процесс начинается не со сборки, а с высокоточной механической обработки.
Материал корпуса чаще всего представляет собой алюминиевый сплав высокой чистоты или латунь, покрытую серебром для минимизации поверхностных потерь. Ключевой момент здесь — качество поверхности внутри резонатора. Шероховатость даже в несколько микрон может привести к рассеиванию энергии и нагреву фильтра при высоких мощностях. Мы используем пятиосевые обрабатывающие центры с ЧПУ, которые обеспечивают точность позиционирования до 0,005 мм. Это позволяет создавать сложные внутренние полости, необходимые для фильтров серий MCB и MDB, без необходимости последующей ручной доводки, которая часто вносит человеческий фактор и нестабильность.
После фрезерования детали проходят ультразвуковую очистку. Этот этап часто недооценивают, но он критически важен. Остатки охлаждающей жидкости или металлической стружки, незаметные глазу, могут вызвать коррозию или изменить диэлектрические свойства внутреннего пространства. В наших цехах применяются многоступенчатые ванны ультразвуковой очистки с контролем температуры и состава раствора. Только после этого детали поступают на гальваническое покрытие.
Серебрение или никелирование выполняется в автоматизированных линиях, где толщина слоя контролируется с точностью до микрона. Неравномерное покрытие приводит к изменению поверхностного сопротивления и, как следствие, к дрейфу параметров фильтра во времени. Мы проводим выборочный контроль толщины покрытия на каждой партии, используя рентгенофлуоресцентные анализаторы. Это гарантирует, что каждый полосовой фильтр, покидающий завод, имеет предсказуемые потери на внесение.
Почему ручная сборка уходит в прошлое
Традиционно настройка фильтров считалась искусством, доступным только опытным инженерам с отверткой в руке. Однако в условиях требований стандарта GJB 9001B-2009 опора на ручной труд неприемлема для крупных серий. Человеческая рука не может обеспечить одинаковое усилие затяжки винтов настройки в сотнях изделий. Поэтому мы внедрили автоматизированные станции предварительной настройки, которые используют роботизированные манипуляторы для установки настроечных элементов.
Это не означает полное исключение человека из процесса. Инженеры занимаются финальной верификацией и сложной юстировкой уникальных моделей, таких как дуплексеры MDP14.4-15.05-15.95-16.6G-2557, где требуется учет взаимного влияния каналов. Но для массовых продуктов, таких как MCB4.062G-35M-3029, алгоритмы машинного обучения помогают оптимизировать положение настроечных винтов, сокращая время настройки на 40% и повышая воспроизводимость результатов.
Этап 2: Сборка и пайка: борьба с паразитными эффектами
Сборка волноводных структур требует особой осторожности. Любая микроскопическая трещина в паяном соединении или непровар может стать источником интермодуляционных искажений (PIM). В высокочастотных системах, особенно в базовых станциях связи и радиолокационных комплексах, PIM является одним из главных врагов качества сигнала.
На предприятии ООО «Чэнду Чжэньсинь Технология» процесс сборки регламентирован строгими технологическими картами. Мы используем вакуумные печи для пайки, что исключает образование оксидных пленок и пузырьков воздуха в швах. Контроль температуры в печи осуществляется с помощью термопар, размещенных непосредственно рядом с изделием, а не только в камере. Это обеспечивает равномерный прогрев и предотвращает термические деформации тонкостенных элементов.
Особое внимание уделяется герметизации. Для фильтров, работающих в агрессивных средах или на открытом воздухе (например, в судовых комплексах или железнодорожных системах управления), применяется специальная технология уплотнения разъёмов и крышек. Мы используем лазерную сварку для критических узлов, что обеспечивает герметичность на уровне IP67 и выше. Каждый шов проверяется методом течеискания гелием. Если вы заказываете полосовой фильтр для использования в условиях повышенной влажности или вибрации, наличие сертификата о прохождении теста на герметичность должно быть обязательным требованием к поставщику.
Роль автоматизированного контроля качества
В нашей лаборатории установлены векторные анализаторы цепей (VNA) ведущих мировых брендов, включая оборудование Agilent и аналоги высшего класса. Однако простое наличие дорогого прибора не гарантирует качества. Главное — это методика калибровки и условия измерений.
Мы осуществляем калибровку измерительных трактов перед каждой сменой, используя эталонные меры (короткое замыкание, холостой ход, нагрузка). Температура в измерительной лаборатории поддерживается на уровне 23±1°C, так как температурный дрейф может исказить результаты измерений S-параметров. Каждое изделие тестируется на полном диапазоне частот, а не только в рабочей полосе. Это позволяет выявить паразитные резонансы, которые могут проявиться при изменении условий эксплуатации.
Для источников питания MDY, которые часто поставляются в комплекте с активными фильтрами, мы используем программируемые нагрузки Chroma. Это позволяет имитировать реальные динамические нагрузки и проверять стабильность выходного напряжения при резких скачках потребления тока. Такой комплексный подход гарантирует надежную работу всего ВЧ-модуля переднего плана в условиях высоких нагрузок.
Этап 3: Испытания на надежность: симуляция экстремальных условий
Производство фильтра — это только половина дела. Вторая половина — доказательство того, что он будет работать через 5, 10 или 15 лет. Военные стандарты, такие как GJB 9001B-2009, предъявляют жесткие требования к устойчивости компонентов к внешним воздействиям. Наша испытательная база в Чэнду оснащена всем необходимым для проведения полного цикла квалификационных испытаний.
Климатические камеры позволяют нам моделировать условия от -55°C до +125°C. Мы проводим циклические температурные испытания, чтобы выявить материалы с разным коэффициентом теплового расширения. Если корпус и внутренние элементы расширяются по-разному, это может привести к расстройке фильтра или разрушению паяных соединений. Модели MCB3-5.5G-3488, например, проходят серию из 100 термоциклов перед отправкой заказчику. Только те изделия, которые сохраняют параметры в пределах допуска после этих испытаний, считаются годными.
Вибрационные и ударные нагрузки
В авиации и ракетостроении компоненты подвергаются сильным вибрациям. Наши вибрационные стенды воспроизводят спектры нагрузок, характерные для работы реактивных двигателей или запуска ракет. Фильтры крепятся на стенде согласно чертежам монтажа, и в процессе вибрации их параметры мониторятся в реальном времени. Если в момент вибрации происходит кратковременное изменение частоты резонанса (микрофонный эффект), изделие бракуется. Это критически важно для систем наведения и связи, где потеря сигнала даже на миллисекунду недопустима.
Также проводятся испытания на солевой туман для оценки коррозионной стойкости покрытий. Это особенно актуально для морских применений. Мы видим, что многие дешевые аналоги теряют свои свойства уже после 48 часов в камере солевого тумана, тогда как наша продукция выдерживает 96 часов и более без признаков коррозии контактов.
Старение и долговечность
Процесс старения (burn-in) проводится при повышенной температуре и номинальной мощности. Это позволяет выявить ранние отказы, связанные с дефектами материалов или сборки. Источники питания MDY220S12-3941, например, работают под нагрузкой в течение 72 часов при температуре 85°C. Статистика показывает, что такой отсев снижает процент отказов в поле на порядок. Мы не просто продаем железо; мы продаем уверенность в том, что оно не выйдет из строя в самый ответственный момент.
Инженерная культура: от R&D к серийному производству
Высокое качество продукции невозможно без сильной инженерной школы. В ООО «Чэнду Чжэньсинь Технология» 57% сотрудников заняты в области исследований и разработок. Это необычно высокая доля для производственного предприятия, но именно она позволяет нам решать нестандартные задачи.
Наши инженеры не просто копируют существующие решения. Они используют современное ПО для электромагнитного моделирования (HFSS, CST) для оптимизации топологии фильтров еще до создания физического прототипа. Это сокращает время разработки новых моделей, таких как триплексеры или сложные дуплексеры MDP4.55-4.8G-5-5.35G-3066, с нескольких месяцев до нескольких недель.
Наличие 2 патентов на изобретения и 17 патентов на полезные модели подтверждает наш инновационный потенциал. Мы постоянно работаем над уменьшением габаритов фильтров при сохранении их электрических характеристик. Например, разработка компактных полосовых фильтров серии MDB позволяет интегрировать их в плотно упакованные модули БПЛА и спутниковой аппаратуры, где каждый грамм и каждый кубический сантиметр на счету.
Мы сотрудничаем с ведущими научно-исследовательскими институтами и университетами. Этот обмен знаниями помогает нам оставаться в курсе последних тенденций в материаловедении и СВЧ-технике. Когда вы работаете с нами, вы получаете доступ не только к продукту, но и к экспертизе команды, которая понимает физику процессов, стоящих за каждым параметром.
Как выбрать надежного поставщика волноводных фильтров в Китае
Рынок китайских производителей радиочастотных компонентов огромен и неоднороден. Как отличить завод, способный выполнить военный заказ, от посредника, собирающего продукцию в гараже? Вот ключевые критерии, на которые следует обращать внимание при аудите поставщика.
- Сертификация системы качества. Наличие сертификата ISO 9001 является базовым требованием. Однако для оборонной и аэрокосмической отрасли необходим сертификат GJB 9001B (или его международные аналоги, такие как AS9100). Этот стандарт требует строгого документирования всех процессов, прослеживаемости материалов и регулярных аудитов. ООО «Чэнду Чжэньсинь Технология» ежегодно подтверждает соответствие этим стандартам через независимые аудиты.
- Собственная испытательная база. Завод, который отправляет образцы на тестирование в стороннюю лабораторию, не контролирует качество в реальном времени. Убедитесь, что у производителя есть собственные векторные анализаторы, климатические камеры и вибрационные стенды. Возможность провести приемочные испытания в присутствии заказчика или предоставить видеоотчет о тестировании — признак прозрачности и уверенности в продукте.
- Прозрачность производственного процесса. Готов ли завод показать вам свои цеха? В эпоху цифровых технологий виртуальная экскурсия или детальный видеоотчет о производстве вашей партии должен быть нормой. Скрытность часто маскирует отсутствие контроля.
- Инженерная поддержка. Способен ли поставщик помочь с выбором топологии фильтра под ваши специфические требования? Или он просто предлагает стандартные каталожные позиции? Настоящий партнер поможет оптимизировать конструкцию, чтобы снизить стоимость без потери качества. Наши инженеры всегда готовы проконсультировать по вопросам согласования импеданса, выбора разъёмов и условий монтажа.
При заказе такой продукции, как полосовой фильтр, важно помнить, что самая низкая цена часто означает компромисс в материалах или контроле. Экономия на серебрении или отказ от термоциклирования могут привести к катастрофическим последствиям в конечной системе. Выбирайте поставщика, который инвестирует в качество, а не только в маркетинг.
Сравнение подходов: массовое производство vs. индивидуальные решения
Часто клиенты задаются вопросом: что лучше — заказать стандартный фильтр из каталога или разработать индивидуальное решение? Ответ зависит от объема партии и специфики применения.
| Критерий | Стандартная продукция (Catalog) | Индивидуальная разработка (Custom) |
|---|---|---|
| Срок поставки | 2-4 недели (при наличии на складе или быстром производстве) | 8-12 недель (включая проектирование и прототипирование) |
| Стоимость единицы | Низкая (эффект масштаба) | Высокая (NRE затраты на разработку) |
| Соответствие ТЗ | Приблизительное (допуски шире) | Точное (оптимизация под конкретные требования) |
| Гибкость параметров | Ограничена стандартными сериями (MCB, MDB) | Любые частоты, полосы пропускания, габариты |
| Риски | Минимальные (проверенная конструкция) | Средние (требуется утверждение прототипа) |
Для проектов с большими тиражами и не самыми жесткими требованиями к габаритам стандартные решения, такие как фильтры серии MCB, являются оптимальным выбором. Они обеспечивают баланс цены и качества. Однако для уникальных систем, таких как бортовая авионика или специализированные радиолокационные станции, индивидуальная разработка неизбежна. В этом случае важно выбрать партнера с сильным R&D отделом, способного быстро итерировать прототипы.
Часто задаваемые вопросы
Какой срок службы у волноводных фильтров вашего производства?
При соблюдении условий эксплуатации (температура, влажность, мощность) расчетный срок службы наших фильтров составляет не менее 15 лет. Это подтверждается испытаниями на ускоренное старение. Мы используем материалы, устойчивые к миграции серебра и окислению, что обеспечивает стабильность параметров на протяжении всего жизненного цикла изделия.
Можете ли вы предоставить образцы для тестирования?